An Overview of Open-end Rotor Spinning
Last updated on October 9th, 2023 at 12:17 am
Fibres are spun into yarn, and yarns are woven or knitted into fabrics, and fabrics are then transformed into clothing products. There are three popular techniques of yarn manufacturing like ring spinning, rotor or open-end spinning and air-jet spinning. Among them, ring spinning is the oldest and till now used to make a wide range of yarn counts. On the other hand rotor and air-jet spinning is modern spinning machines. These modern spinning machines are introduced overcoming the drawbacks of the ring spinning process. In this article, we will know about the Open-end or Rotor spinning process.

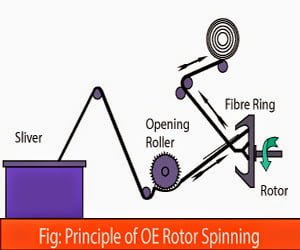
Open-end or Rotor spinning is one of the most modern techniques for spinning and winding. In this process, spinning and winding are sensibly combined in one process. This process goes beyond all ring Spinning problems by separating twisting and winding in the yarn manufacturing method. It has set itself alongside the ring frame. On the one hand, the progress of rotor spinning is due to a substantial productivity improvement and, on the other hand, to the possibility of full motorization of the spinning method. This is possible because it consolidates three manufacturing processes like Speed frame, Ring frame, and winding – into individual steps. It was not only the economic benefits but constant development in your parameter.
Steps in Process
Input Sliver
↓
Drafting and fibre transportation
↓
Twist insertion
↓
Output yarn
↓
Winding of yarn (Cheese/Cone)
Properties of Open-end Yarn and Fabric
Because of the structural difference, some of these yarn properties are very different from those conventionally produced yarns. In some respects, open-end threads are indisputably better; in others, they are inferior or at least may appear to be so when judged by the criteria generally applied to the ring-spun yarns.
Yarn Properties
This spun yarn’s tenacity is 15-20% lower than that of equivalent ring spun carded cotton yarns and up to 40% lower than that of ring-spun combed cotton or artificial fibre yarns. Factors affecting the degree of difference include linear density, material, preparatory process, and machine type. Even though the strength is low compared to ring-spun yarn, the strength regularity is better in open end yarn, giving it an advantage in the subsequent process.
- Twist: OE spinning frames are built for ‘Z’ twist only. The level twist used in production of OE yarns is usually higher than the ring and are necessary to give satisfactory performance.
- Extension: OE yarns are more extensible and recover very quickly from short-term stressing. The higher extensibility of OE yarn obviates or out-sets the disadvantages of lower strength.
- Regularity: OE spun cotton yarns are superior in short term regularity to carded ring spun cotton yarns and there is the complete absence of pronounced drafting weave type of irregularity that is the characteristic of the latter.
- Imperfection: As for regularity the OE spun product is superior to the ring-spun equivalent for carded cotton yarn and is similar to combed cotton yarns.
- Yarn Bulk: OE yarn is bulkier than the corresponding ring spun carded yarn. This is manifested in the yarn core where fibres do not adhere so firmly as in yarn spun on ring frames.
Fabric Characteristics
The significant factors that determine the properties of fabrics are the yarn properties from which they are manufactured. Therefore, it is expected that materials made from open-end spun yarn will have lower tensile, tearing, and bursting strength and higher extension of breaks than their equivalent. However, the actual variations are influenced by other factors like fabric construction, etc.
- Appearance: Yarn regularity, less fault content, absence of nep, hairiness, and luster, all improve the appearance of fabric produced from OE spun yarn. The difference in appearance between fabric made from OE yarn and ring frame yarn is less when the comparison is made with combed yarns in fabric or man-made fibre yarns.
- Fabric Strength: The reduction of strength in OE yarns by 15-25% is reflected in fabric strength. This, however, can be adjusted by engineering the fabric, the weave, set, and yarn count.
- Fabric Shrinkage: With density set OE fabrics, shrinkage is approximately the same as that of conventional fabrics. With loosely set woven fabrics, however, the shrinkage is about 0.5 – 1.0% higher in both warp and weft.
- Mercerization: Because of the difference in yarn structure the luster of mercerized OE fabric is less than ring-spun fabric.
- Creasing: The creasing behavior of OE fabrics is comparable with that of classical cloth.
- Air Permeability: Air permeability of OE yarns is 15-25% greater, but after processing, when fabrics shrink this difference is reduced.
- Hairiness: Evidence has shown that OE spun yarns are less hairy than ring spun yarns and the variation in hairiness that exists within the ring-spun package is not present in an OE spun package.
- Fabric Drape: The fabric produced from OE yarns are stiffer than one produced from ring-spun yarns because of the greater space occupied by the yarns.
- Fabric Handle: No marked difference in the handle of the two types of fabrics is observed even when the OE yarns are bulky and are more twisted.
- Fabric Cover: The cover of fabric made from coarser OE yarns is very good. Some types of fabrics from finer yarns have less cover as is also shown by greater air permeability. This may be due to lower yarn hairiness, the difference in warp set, reed marks, etc.
Defects in Open-end Yarn and their Causes
Single thick place: Approximately 2-3 times than the normal yarn size and in length shorter than rotor circumference.
Causes: Insufficient fibre separation at opening roller due to worn or damaged opening roller. Quality of feed sliver and amount of short fibre% is more.
Thin Place: Are half the size of yarn cross-section and are usually of length in excess of at least 60 cm.
Causes: Bunching of fibres in feed sliver (due to lack of homogeneous blending) faulty drafting during the sliver feeding (can position, condition of can springs).
Chain of thick and thin faults: These faults are similar to those explained as above but differ due to fact that they are repeated along yarn at regular the interval for few meters or km.
Causes
- Build up of dirt on the rotor.
- The sliver position is incorrect.
- Air leakages in the spin box.
- Fibre accumulation in the spin box, mainly in transport channel.
Moire: Thick places occur in conjunction with the thin place. Their sizes is small i.e. thick place about 8-10% of average yarn count with length ranging from 5 – 10 mm but the most serious is their periodicity.
Causes: Micro-dust accumulation in the machine.-
Over twisted yarn portion: Similar to crackers. They are placed in the yarn which is of a high twist but is much longer.
Causes:
- Lack of homogeneous mixing.
- Fibres of varying properties blended.
- More wrapper fibres.
- UR% of fibres less.
- Rotor dia too small or wrong fitting.
Yarn hairiness
Causes:
- Rough, damaged navel.
- Rough or damaged yarn guide.
- Contaminated m/c.
Yarn spun too fine
Causes: Rotor position with respect to fibre channel plate wrong i.e. far away.
Flames and thick places
Causes: Wrong out twin discs, drops horizontally and disturb the position of the rotor with respect to navel and fibre feed channel.
Poor twist in yarn
Causes: Yarn running out of take-up roller, grip giving rise to fluctuating spinning tension.
Black or grey portions in yarn
Causes:
- Soiled fluff of machine top falling in cans.
- Dirt from winding head falling in cans.
- Rotor stopped for a long time gets soiled.
Trash on yarn
Causes:
- High trash%.
- Opening roller speed low.
- Trash separation and collection poor (i.e. suction)
- Trash belt speed low.
- Air leakage is one of the spin boxes.
You may also like: Mixing, Blending and Bale Management


What is the parameters which effect package built.
AOAWanna discuss with u regarding single thick end problem in OE yarn in denim fabric. Your expertise required. Would u pls. share email?