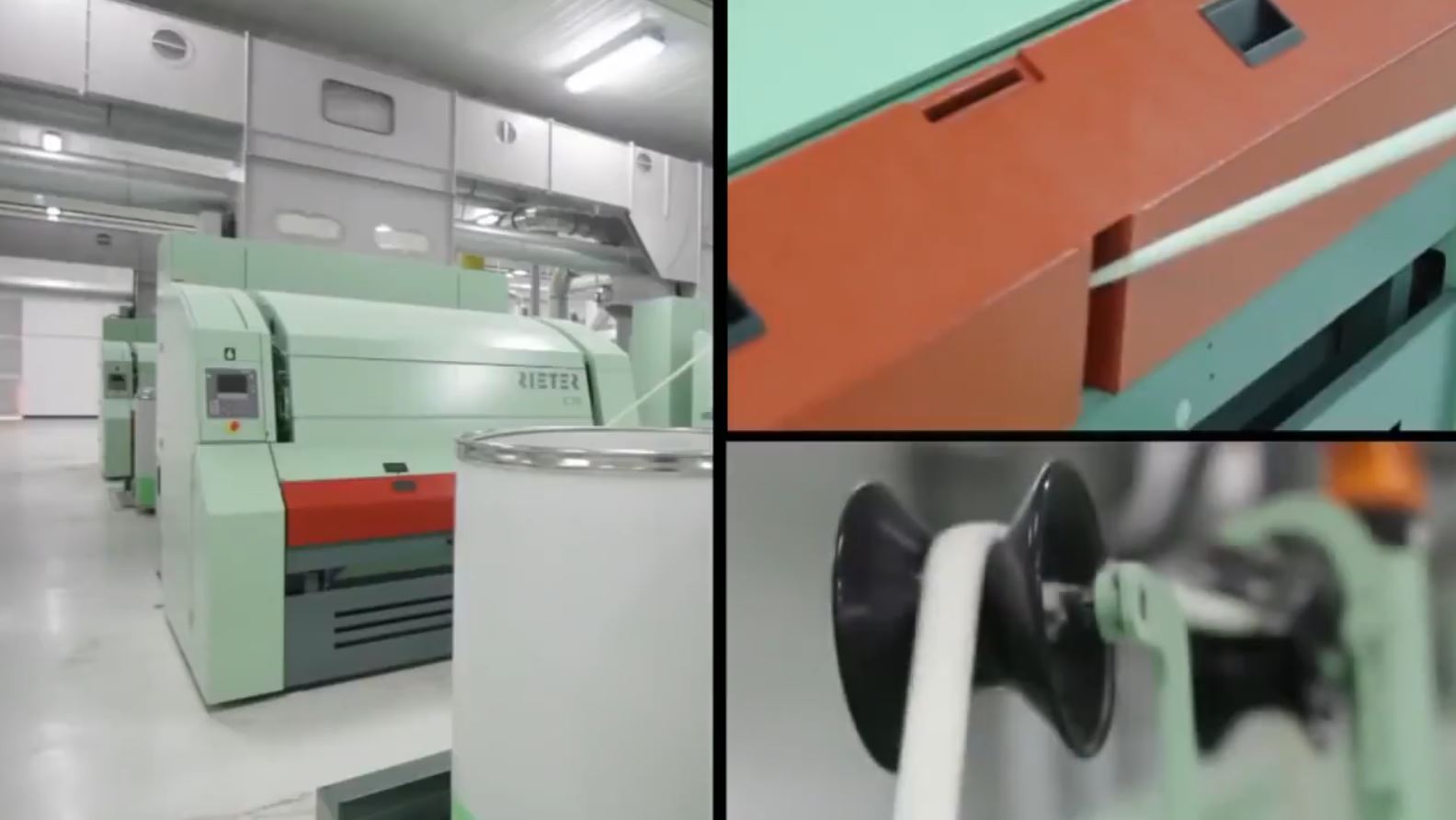
Processing of Man-made Fibres and Blends on Rotor Spinning
Last updated on October 10th, 2023 at 11:31 pm
Since rotor spinning established its superiority over conventional spinning, blended and manufactured yarns have attracted spinners. One of the essential requirements of blended yarn is the degree of homogeneity in blending their components throughout the length of yarns spun and the uniform distribution of the individual fibre component in the cross-section. In this spinning, the fibres are separated down to a single fibre stage and then doubled in the rotor groove before being spun into yarn. This results in a homogeneous fibre distribution in yarn that can be manufactured economically. However, some properties of fibres pose a limitation on the use of rotor spinning.
Raw Material Requirement
Fibre length
As in the case of cotton, here also, the fibre length has a direct influence on yarn strength, extension, irregularity CV%, U% handle, and running properties. But in the case of artificial fibres, as the length increases, it offers higher resistance to separation by opening the roller. Due to the opening roller speed limitation, we cannot get the desired fibre separation. As a result, the quality of yarn decreases. Fibre length of 30-32 mm is the best suited to get optimum yarn quality economically. A shorter fibre length calls for a smaller rotor diameter which can be worked at a higher rotor speed.
Fibre Fineness
Finer fibres lead to more fibre/cross-section, lower twist levels, higher production, and better yarn quality. Still, excellent fibres pose many processing problems at the preparatory stage and at rotor spinning. In addition, fine fibres increase rotor deposits and offer more resistance to separation by opening the roller, which affects yarn quality adversely. The optimum fineness to get good yarn, as well as good working performance, is 1.5 Denier.
Fibre Tenacity
Higher tenacity give higher yarn strength, minimize the strength loss of open-end yarns, suffer less fibre breakages during spinning and therefore, produce good quality yarn.
Fibre Crimp
Due to the shortening of the spinning process in the case of rotor spinning it is very difficult to remove crimp in fibres prior to open-end spinning. Highly crimped fibres perform very poorly in open-end because:
- They offer great resistance to separation action by opening roller leading to fibre damage, deposits, and poor yarn quality.
- The fibres do not flow smoothly in the transport channel and also deposition of fibres is not compact in the rotor groove. Hence fibres with low crimp level performance must be selected.
Spin Finish
The spin finish affects the yarn parameters and running properties. The spin finishes, apart from acting as an antistatic, influence fiber-to-fiber friction and protect the fibre from mechanical damage in different process stages. The spin finish should include a lubricant and an antistatic agent but less for rotor spinning than for ring spinning. Excessive grease will cause polyester to adhere to combing rolls, points, or pins creating fibre wraps and tiny slubs. Too little lubricant causes problems in carding and abrasion to the open end. When inorganic pigment, usually (TiO2) titanium oxide, is included in synthetic fibres as delustring agents, they typically cause severe wear on various parts of the rotor spinning units, particularly the opening rollers and the open-ends. The titanium oxide content in matt fibre is usually up to 0.5%. Half matt or semi-dull fibre containing considerably less TiO2 is a better solution.
Sliver Preparation
For spinning good quality blending yarn apart from the quality of sliver, the uniformity of blend requires special attention. The doubling that takes place in the rotor will produce good fibre distribution in yarn cross-section but is incapable of compensating for long-term irregularity. The choice of blending system (Blow room or Draw frame) depends on whether the cotton components used are carded or combed. It is observed that the use of combed cotton instead of carded does not improve yarn strength or other properties hence it is practicable to use carded cotton.
Both the blending systems are sound, but the blow room blend with one passage of the draw frame gives good quality yarn. If draw frame blending is used, auto-leveled carded sliver should be given two or three draw frame passages.
Rotor Spinning Parameters
For spinning 100% polyester or polyester-cotton blends particular type of opening roller suitable for processing man-made fibre is required. Because of more excellent adhesion in the case of man-made fibres the opening roller should work at approximately 7,000 to 8,000 rpm. The rotor speed must not be excessively high. Otherwise, molten spots will occur in the yarn. The rotor speed should be around 10% less than in the case of 100% cotton under comparable conditions. Apart from a few exceptions, this limit will be below 70,000 rpm. With low pill types, the rotor speed must be reduced further. Only smooth chromium-plated or ceramic navel should be used to achieve a yarn of optimum smoothness and freedom from pilling. In order to get good quality and consistent good working, greater importance is needed to ensure that the right atmosphere conditions are maintained. Low dry bulb temperature must be maintained, and relative humidity should be between 50 to 55%. Blends of polyester viscose can also be spun on similar lines.