Technical Features of a High Speed Drum Winding Machine
Last updated on October 12th, 2023 at 12:29 am
The winding section is necessary for any textile manufacturing factories because it plays a vital role in winding any package perfect for the following process. Suppose it a yarn dyeing factory to dye yarn. Then for proper dyeing, an appropriate package of yarn is required. So, in this case, the winding section plays an important role.

To Download this full Article Click the following Download button:
In high-speed winding, the yarn is wound at a very high speed. The yarn used as the supply package is a ring bobbin or cop, which is converted into cones or cheeses weighing about 1.5 to 2 kgs. The winding speed may be about 1400 rpm. In general, the high/super speed winding machines incorporate the following features:
- Creel to hold supply packages of yarn
- Thread guide and balloon breaker
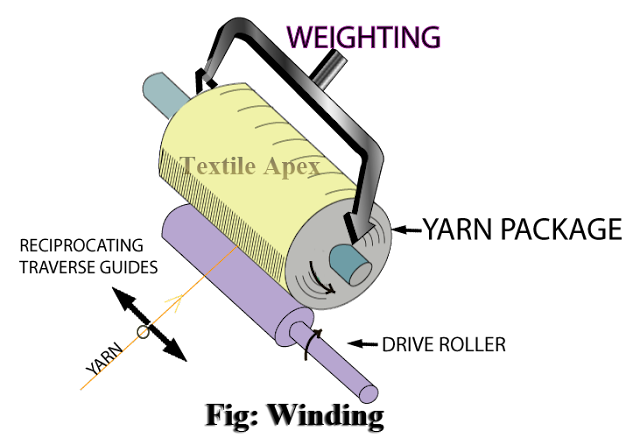
- Tensioner
- Clearer or slub catcher
- Winding drum
- Bobbin cradle
- Automatic thread stop motion
- Full bobbin stop motion
- Ribbon breaker or anti-ribboning device
- Driving arrangement
Supply Creel
A creel or stand is fixed at the bottom of the machine in front, and this accommodates ring cops, which are used as supply packages. The capacity of the creel is equal to the number of winding drums in the machine. The creel carries holders in the form of pins or rods, upon which are mounted the ring cops. The supply packages are mounted such that the unwinding of the yarn from them takes place from the nose portion (overhead unwinding).

Thread Guide and Balloon Breaker
After being unwound from the supply package, the yarn is immediately made to pass through a metallic thread guide above it. The yarn passes to the other devices of the winding machine after passing through the thread guide. Different types of thread guides are used. Some of the well-known ones are the roller guide, winding accelerator, etc.

Tensioner
One of the essential aspects of winding is the control of yarn tension. The tension device gives the required amount of pressure to the yarn during winding. The tensioner serves a two-fold purpose. Firstly it enables the weak place in the yarn to be removed, and secondly, it helps control the package density of the wound package and ensures a uniform thickness of the wound package. Besides, tensioners also help to remove the impurities adhering to the surface of the yarn.
There are different types of tensioners used in high/super speed winding machines, and they may be classified into the following categories:
- Washer type tensioners
- Spinning disc or revolving type tensioners, and
- Gate or grid bar type tensioners
Guides
Yarn guides are necessary to control the yarn path during winding or unwinding. They are generally made of ceramic or steel material and are available in various shapes depending on the unwinding requirements. The yarn may unwind sideways or over end. In the former case, the unwinding may be smooth without any undue vibration. If pulses may be present or the unwinding is not smooth, yarn guides may be required to control the yarn’s path. In the latter case, the yarn does not unwind along with a fixed route but rotates. This rotation or circular motion of yarn is termed ballooning. The yarn guide’s position will influence the balloon’s shape for a given size of package and yarn speed. It also affects the yarn tension. Hence the part of the yarn guide is a critical aspect to be considered.
Clearer or Slub Catcher
These are also known as snick plates or yarn clearers. They are used to remove the yarn imperfections such as thick places, thin places, and slubs. In the case of conventional or mechanical clearers, vast areas and slubs are removed, and the tensioners pull the minor sites. Thus in winding machines in which the traditional clearers are used, the tensioners act partially as yarn clearers to remove the thin areas. In modern clearers of the electronic type, the clearer clears all the three types of yarn imperfections. The tensioner only performs the function of ensuring compactness to the wound package.
Winding Drum
This is the most crucial part of the winding machine on which the wound package is built. The winding drum performs the dual function of winding the yarn onto the package (cone or cheese) and traversing it longitudinally. Thus it makes the package diametrically and longitudinally. In other words, it decides the dimensions of the whole cheese or cone. The cylindrical drum consists of grooves cut helically on their circumference from one end to another and vice versa. These grooves enable the yarn to be traversed. Thus the movement of the drum is described as a ‘rotary’ traverse.

Cone or Cheese Holder
This is also known as the bobbin cradle and acts as a support for the winding package, which is a cone or cheese. The package is normally wound on metal or bakelite tubes or, more commonly, on paper cones. The bobbin cradle is a device that supports the wound package and enables it to be rotated at high speeds during winding. During winding, this device is connected to an automatic thread stop motion, which lifts the machine off the winding drum in the event of thread breakage. If the winding package is not lifted clear of the drum during a thread breakage, the broken end could be embedded in the yarn layers in the package. This would make it difficult and time-consuming to the location of the broken back on the wound package. In the high-speed winding machines, different types of arrangements are available for holding the cheeses or cones. The essential types of cone/cheese holders are:
- One arm cone holder
- Two arm package cradle, and
- Radial cheese holder
Automatic Broken Thread Stops Motion
Since the wound packages rotate at high speeds, stop devices must be provided to stop winding in thread breakage or exhaustion of supply package during winding. The stop motion should immediately lift the particular cheese or cone out of contact with the winding drum in such an event.
You may also like: A Guide to Pirn Winding
If the cone or cheese is allowed to run on the winding drum, after thread breakage, the broken thread’s end will be embedded and lost in the layers of yarn on the packages. This would render it difficult for the winder to locate the broken end on the cone. The particular cone’s production will also be affected due to the delay in finding and mending the embedded broken end. Further, the yarn on the cone will be damaged due to the same layer of yarn being constantly rubbed against the winding drum at such a high speed for that period.
Full Package Stop Motion
As soon as the wound package has reached the preset or predetermined size, the whole package stops motion automatically and lifts it out of contact with the winding drum or shaft. This is necessary to obtain an equal length of yarn on all the cones or cheeses of the particular set or lot; otherwise, it causes problems in warping due to different cones in the warping creel exhausting at other times. The warping machine production and efficiency are adversely affected in such a case. Further, in the case of cheeses that are to be dyed in that form, it is necessary to have all the cheeses of a particular size according to the spacing of the spindle which holds them in the cheese dyeing machine.
Ribbon Breakers
These are also variously known as pattern breakers or anti-ribbon devices. The patterning is a defect that occurs during winding. Ribbons or patterns are formed when each additional layer of yarn is laid precisely in the same position of the previous layer on a cone or cheese during winding. The pattern or ribbon so formed is, however, neither visible to the naked eye nor has any adverse effect on the subsequent process for which the cone or cheese is intended. Also, it will not be possible to obtain uniform dyeing or bleaching since the flow and penetration of the dye or bleach liquor will be adversely affected by the yarn where the ribbon is formed. It is therefore essential that the formation of ribbon has to be eliminated. There are three methods for doing this:
- Method based on
- changing the speed of the winding drum
- Method based on lifting intermittently the winding package from the winding drum
- Method based on the use of non-intersecting grooves
Driving Arrangement
The winding machines are usually driven from individual motors, which transmit motion to the winding shaft through either reduction gears or three-stage pulleys. Each side of the device may have a different engine to run independently of the other. May provide push-button control at one of the ends of the machine to start or stop. The individual motors are usually three-phase motors supplied with an automatic arrangement for breaking the circuit at regular intervals to alter the periodicity. A three-stage pulley enables speed variations to be made according to the type of material worked without the necessity of changing any gearing.


i need a complete manual of sectional warping machine that contain all electrical and electronics controlling because i made PLC project to run warping machine in PLC through programming please send me details in uak.usama@gmail.com
the pc has interfaced with the winding machine follow RS232 serial cable. at intervals the induction winding machine follow the various controls switches for manage the speed level, loading and additionally the winding.
You truly did more than visitors’ expectations. Thank you for rendering these helpful, trusted, edifying and also cool thoughts on the topic to Kate.
Appreciation for really being thoughtful and also for deciding on certain marvelous guides most people really want to be aware of.
It’s not dull when you write about it.. out of every blog on this, yours worth following.
I am from KSA. I am thinking in establishing a wool milling facilities. I would like to get your contacts for possible consultation.