Defects in Wound Packages in Winding Section
Last updated on October 17th, 2023 at 10:52 pm
The main aspect of the quality of preparation in winding is the production of a fault-free package that will unwind smoothly during warping. Some of these faults are caused by faulty machine settings while others are caused by incorrect work practice. Hence periodic checks on machine conditions, settings, and proper supervision of operatives are necessary in order to minimize package faults.

Some of the more commonly occurring package defects, their causes, and remedies are given below:
Types of Wound Package Defects in Winding
The following are the important defects that commonly occur in wound packages:
Stitches on Cone
This is due to improper laying out of ends onto the cone at the reversal of yarn path. It causes more end breakages in the subsequent processes and also leads to excessive yarn waste.

Sources
- Cone holders that are improperly set and are vibrating
- Tension brackets misaligned with winding drum
- Wrapping of coils of thread around the bottom of cone holder
- Traverse restrictors fixed at an incorrect position
Corrective Action
- Overhauling of cone winders to be done time to time
- Setting of cone holder and alignment of tension brackets with the drum to be done regularly
Ribboning or Patterning
In this type of defect, a ribbon-like structure is formed on the circumference of the cone. It results in a high level of slough off during unwinding, excessive yarn waste and uneven dye pick up in the case of dye packages.

Sources
- Restriction in the rotation of the winding spindle
- Improper setting of cone holders
- Cam switch set improperly
- Loading of lint in the groove of builder cam
Corrective Action
- Cone winders are to be overhauled periodically
- Anti patterning device is to be checked regularly
- Cone holders are to be properly lubricated so as to ensure their free movement
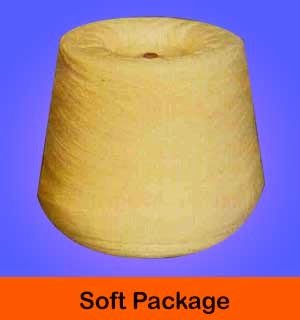
Soft Package
It is caused due to abnormal softness of the structure of the package. In this case, the overall density of the package is lower. It results in soft packages either at the base or at the nose of the cones.
Sources
- The winding spindle is not properly aligned to the improper alignment of the winding spindle to the winding drum
- The tension during unwinding is inadequate
- Loading of the cradle is insufficient
Corrective Measures
- The tension during unwinding is to be kept between 6-8% of single yarn strength
- The pressure at the cradle is to be maintained at required level
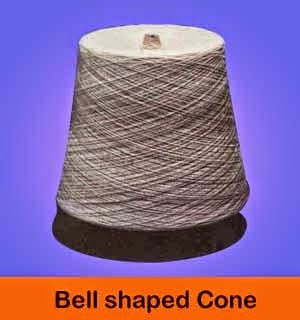
Bell-shaped Cone
In this type of defect, the cones are tightly built at the center and appear in the shape of a bell. Such type of defect in the packages leads to excessive breaks during subsequent processes.
Sources
- The tension of the yarn is high during winding
- Improper setting of cone holders with winding drum
- Paper cones being damaged at the middle
Corrective Measures
- Cones are to be checked for quality during purchase
- The tension during unwinding is to be kept at required level
Nose Bulging
It results in the bulging of bunches of yarn at the nose of the cones. This leads to slough off during warping.

Sources
- Setting of cone holders to the winding drum is incorrect
- Periodical inspection of settings in machines
Corrective Actions
- Avoiding the use of damaged paper cones
- Tenters to be instructed to adopt correct work practices
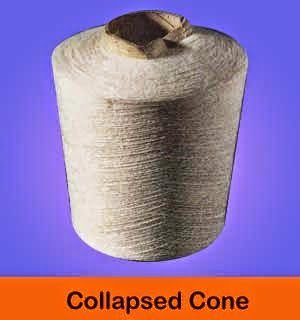
Collapsed Cone
In this type of defect, the structure of the package itself gets collapsed. This kind of defect in the packages causes excessive breaks during warping and tends to generate a high level of hard waste.
Sources
- Use of poor or damaged cones
- Poor system of material handling
- Maintaining non-optimum unwinding tension
Corrective Actions
- Tenters to be trained on correct work practices
- Proper material handling devices such as cone transport trolleys to be used
- Cone inserts to be used for paper cones
Ring-shaped Cone
This defect results in the formation of a ring-shaped bulge across the cross-section of the cone. It results in more end breaks in the subsequent processes and also causes slough off during unwinding.

Sources
- Incorrect setting of a cone holder
- Wrong placement of tensioners in the tensioning assembly
- Traverse of yarn affected due to defects in the grooves of the drum
Corrective Measures
- Due replacement of defective drums and stop motion wires to be ensured
- Periodic inspection of cone holder settings and tension assembly to be carried out

Nice technical information
A good collection.
Please let me know if you’re looking for an author for your site. You have some great posts, and I think I would be a good asset. If you ever want to take some of the load off, I’d like to write some material for your blog in exchange for a link back to mine. Please shoot me an email if interested. Thanks.